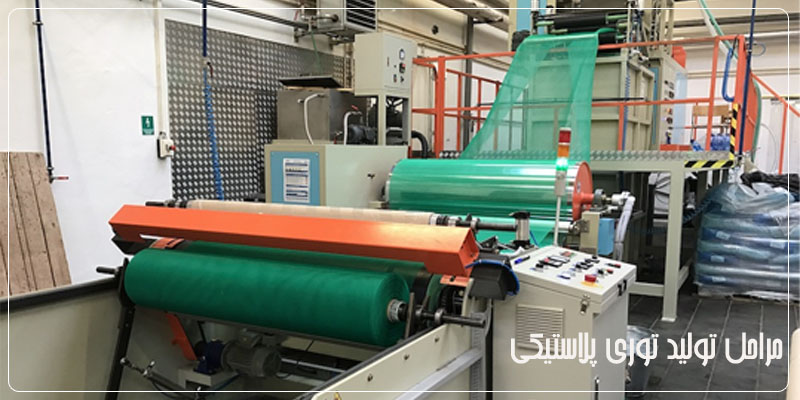
توری پلاستیکی از پلیمرهای مقاوم مانند پلیاتیلن و PVC ساخته میشود و برای مصارف سبکتر و ارزانتر استفاده میشود. در اینجا روش تولید توری پلاستیکی و فرآیند خط تولید توری پلاستیکی را شرح خواهیم داد.
تولید توری در کارخانهها شامل چندین مرحله مختلف است که هر کدام از آنها برای تضمین کیفیت نهایی محصول اهمیت دارند. در ادامه مراحل عمومی تولید توری پلاستیکی را در ادامه آورده ایم.
برای خرید توری پلاستیکی و اطلاع از آخرین تغییرات لیست قیمت توری پلاستیکی با کارشناسان مجرب ما در واحد فروش در تماس باشید. همچنین می توانید تور پلاستیکی را با توجه به نیازتان در طول، عرض، رنگ، ضخامت و وزن دلخواه سفارش دهید. جهت کسب اطلاعات بیشتر در خصوص قیمت و نحوه فروش توری پلاستیکی با ما در پارس عایق پلیمر پایدار تماس بگیرید. شماره تماس مستقیم: 09128132387
مرحله 1: انتخاب مواد اولیه
اولین مرحله در تولید توری، انتخاب مواد اولیه مناسب است. این مرحله به دقت زیادی نیاز دارد، زیرا کیفیت مواد اولیه مستقیماً بر کیفیت نهایی محصول تأثیر میگذارد. در تولید توریهای پلاستیکی نیز مواد پلیمری با درجه خلوص بالا انتخاب میشوند.
برای تولید توری پلاستیکی از دستگاههای مختلفی استفاده می شود که در مراحل بعد کار هر کدام را شرح خواهیم داد. لیست دستگاه های مورد نیاز برای تولید توری پلاستیکی:
در این مرحله، مواد اولیه به صورت سیم یا الیاف باریک تبدیل میشوند. این مرحله بسیار حساس است زیرا ضخامت سیمها باید با توجه به نوع توری و کاربرد آن تعیین شود.
دستگاه اکسترودر که برای تولید توری پلاستیکی به کار می رود در این مرحله شامل اجزایی است که هرکدام کار مخصوص و حیاتی خود را انجام می دهند:
قیف: قیف برای نگهداری مواد اولیه پلاستیکی طراحی شده است و معمولا پوششی دارد که برای جلوگیری از ورود آلاینده ها و حفظ یکپارچگی مواد به کار میرود.
ماردون: ماردون یک جزء حیاتی است که مسئول انتقال مواد پلاستیکی از قیف به سر قالب است. همانطور که ماردون می چرخد، گلوله ها یا گرانول های پلاستیکی را به جلو منتقل می کند، در حالی که حرارت را برای ذوب کردن مواد اعمال می کند. طراحی و پیکربندی ماردون ممکن است بسته به نوع پلاستیک در حال پردازش و خواص مورد نظر توری نهایی متفاوت باشد.
سیلندر: ماردون در داخل سیلندر گرم شده می چرخد. سیلندر به چندین منطقه تقسیم می شود که هر کدام اهداف توری خاصی دارند.
سیلندر مجهز به عناصر گرمایشی مانند بخاری های برقی یا مبدل های حرارتی است تا دمای مواد پلاستیکی را به دمای پردازش مطلوب برساند. سیلندر همچنین ممکن است دارای مکانیسم های خنک کننده برای جلوگیری از گرم شدن بیش از حد باشد.
مرحله 3- بافت و شکلدهی
در این مرحله، الیاف آماده شده به صورت شبکهای بافته میشوند. بافت توریها بسته به نوع محصول متفاوت است. برخی توریها به صورت مربعی یا مستطیلی بافته میشوند (مانند توریهای حصاری)، در حالی که برخی دیگر به صورت ششضلعی یا مشبک تولید میشوند. روشهای بافت مختلفی برای تولید توری وجود دارد:
بافت ششضلعی: که در صنایع کشاورزی و ساخت و ساز کاربرد دارد.
بافت مشبک: که معمولاً برای توریهای فیلتر و تهویه استفاده میشود.
بافت حصاری: برای تولید توریهایی که به عنوان حفاظ و حصار استفاده میشوند.
در این مرحله دستگاه کلگی یا قالب به کار می رود که اجزا مختلف آن وظایف زیر را انجام می دهند:
قالب: کلگی یا قالب در انتهای دستگاه اکسترودر وظیفه شکل دادن به پلاستیک ذوب شده به الگوی توری مورد نظر را بر عهده دارد. قالب به صورت سفارشی طراحی شده است، دقیقاً برای برآوردن نیازهای خاص ماشین کاری شده و با دقت بالا تولید می شود. از یک حفره داخلی به نام حفره قالب تشکیل شده است که شکل، اندازه و الگوی توری پلاستیکی را تعیین می کند. طراحی قالب بسته به ابعاد توری مورد نیاز از جمله اندازه توری ، ضخامت و هندسه ممکن است متفاوت باشد.
صفحه قالب: صفحه قالب که به صفحه دایریفیس نیز معروف است، جزء اصلی سر قالب است. این یک صفحه تخت با دهانه های دقیق طراحی شده و ماشین کاری شده است. این منافذ، مواد پلاستیکی مذاب را در حین عبور به الگوی توری مشبک مورد نظر تبدیل میکنند و شکل توری خاصی به آن میدهند.
لبه های قالب: دای لیپ ها نقطه خروج مواد پلاستیکی ذوب شده از سر قالب هستند. آنها در پایین صفحه قالب قرار دارند. اندازه دهانه بین لبه های قالب، که به عنوان یا شکاف قالب شناخته می شود، می تواند برای کنترل ضخامت توری پلاستیکی در حال اکسترود تنظیم شود. اپراتورها با اصلاح دهانه بین لبه های قالب می توانند ضخامت توری را با توجه به توری خاص مورد نظر تغییر دهند.
مرحله 4- سیستم خنک کننده
مخزن خنک کننده آب: هنگامی که توری پلاستیکی از سر قالب خارج می شود، از یک مخزن خنک کننده آب عبور می کند. مخزن خنک کننده یک مخزن طولانی و باریک پر از آب است. مخزن برای خنک کردن سریع توری پلاستیکی گرم شده طراحی شده است که به آن اجازه می دهد جامد شده و شکل خود را حفظ کند.
تسمه نقاله: برای هدایت توری پلاستیکی از داخل مخزن خنک کننده آب، از تسمه نقاله استفاده می شود. تسمه نقاله با سرعت ثابتی حرکت می کند و عبور صاف و کنترل شده از مخزن خنک کننده را تضمین می کند.
مرحله 5- واحد کشش
غلتک های کششی: هنگامی که توری پلاستیکی از مخزن خنک کننده آب خارج می شود، آن را گرفته و حرکت آن توسط مجموعه ای از غلتک های کششی کنترل می شود. غلتک های کششی که معمولاً توسط یک موتور الکتریکی به حرکت در می آیند، نیروی کششی لازم را برای حرکت توری پلاستیکی به جلو فراهم می کنند. این غلتک ها از لغزش، کشش یا اعوجاج توری در طول فرآیند تولید جلوگیری می کنند.
موتور سرعت متغیر: موتور سرعت متغیر جزئی است که سرعت چرخش غلتک های کششی را کنترل می کند. این به اپراتورها اجازه می دهد تا سرعت غلتک ها را با توجه به نیازهای تولید خاص تنظیم کنند.
مرحله 6 – برش و بستهبندی
پس از بافت و پوششدهی، توری به اندازههای مورد نظر برش داده میشود و بستهبندی میشود. در این مرحله دقت بالایی نیاز است تا برشها به دقت انجام شوند و هیچ گونه نقصی در محصول نهایی وجود نداشته باشد.
مکانیسم برش: مکانیزم برش برای دستیابی به برش های دقیق و دقیق استفاده می شود. مکانیسم برش تضمین می کند که محصولات توری پلاستیکی نهایی دارای لبه های صاف و یکنواخت هستند و برای پردازش یا بسته بندی بیشتر آماده هستند.
دستگاه سیم پیچ: برای تسهیل ذخیره سازی، حمل و نقل و جابجایی، توری پلاستیکی اغلب به رول یا قرقره پیچیده می شود. دستگاه کلاف یا رول پیچ کشش اعمال شده به توری پلاستیکی را کنترل می کند و سرعت کلاف یا رول پیچ را برای ایجاد رول های یکنواخت و محکم پیچیده تنظیم می کند.
مرحله 7- سیستم برش لبه
در طول فرآیند تولید، توری پلاستیکی ممکن است دارای لبه های ناهموار یا اضافی باشد که به دلایل زیبایی شناختی یا عملکردی باید برداشته شوند. یک سیستم پیرایش لبه برای از بین بردن مواد اضافی استفاده می شود و اطمینان حاصل می کند که توری پلاستیکی نهایی دارای لبه های تمیز و صاف است.
مرحله 8- کنترل کیفیت و سیستم های نظارت
برای اطمینان از دقت ابعادی توری پلاستیکی در حین تولید، از ضخامت سنج استفاده می شود.
مرحله 9-انبارداری
پس از اتمام فرایند تولید و پوششدهی، توریها بهصورت خودکار بستهبندی میشوند. دستگاههای بستهبندی خودکار، توریها را بهصورت رول یا صفحات بریده شده بستهبندی کرده و برچسبگذاری میکنند. این سیستم به صورت دقیق نوع توری، ابعاد و ویژگیهای آن را ثبت میکند تا در هنگام توزیع و ارسال به مشتریان مشکلی ایجاد نشود.
تولید توری پلاستیکی تهران
توری های پلاستیکی تولیدی در مجموعه پارس عایق پلیمر پایدار در چهار دسته اصلی شبکههای شش ضلعی شبکههای مربعی شبکههای مهندسی و شبکههای عمومی تقسیم شده که هر کدام از این دسته بندی ها نیز با توجه به کاربردهای مختلف به مدلهای مختلفی تقسیم بندی میشود.
برای اطلاعات بیشتر به دستهبندی هر محصول میتوانید مراجعه نمایید و یا با همکاران ما در مجموعه پارس عایق پلیمر پایدار واقع در تهران تماس حاصل نمایید.